課題解決・導入事例
医療用テープ 箱詰めライン

- 対象ワーク
- 医療用テープ
- 対象ワークサイズ
- W77mm×L127mm×H1.5 ~ W111mm×L147mm×H2
- 箱サイズ
- S:83×41×140 M:93×30×160 L:116×30×178
- 箱種類
- 小箱(3枚フラップ差し込み/糊付け ストレート) 小箱(4枚フラップ糊付け)
- 生産能力
- 常用 20箱/分
- 納入業界
- 医療
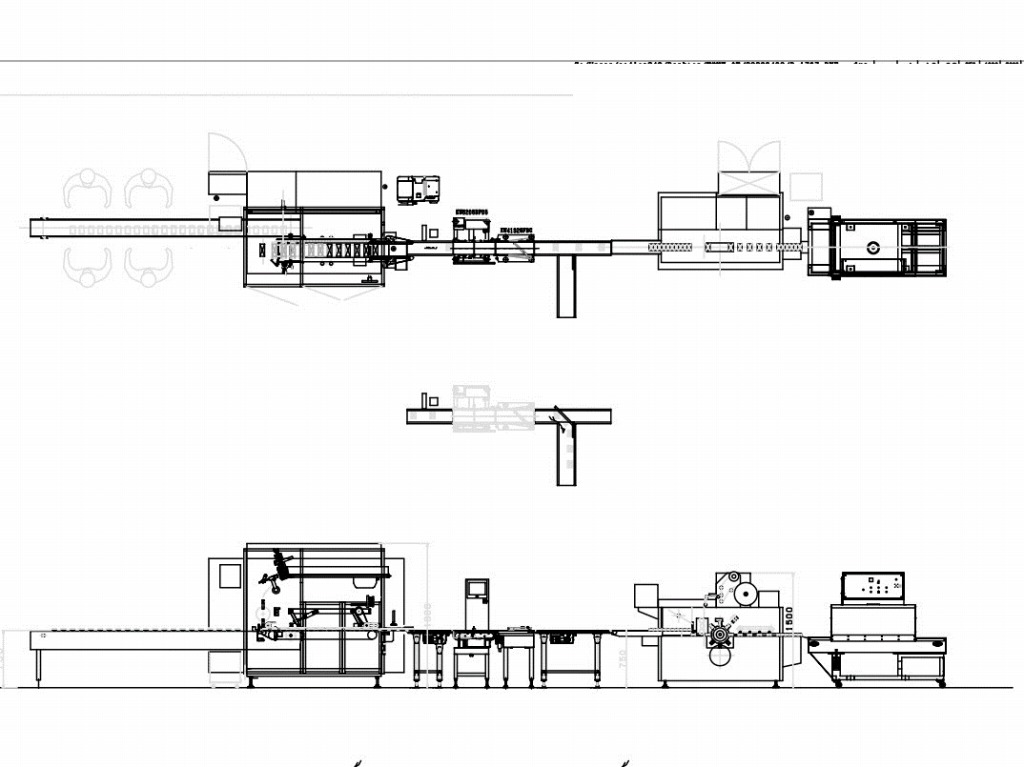
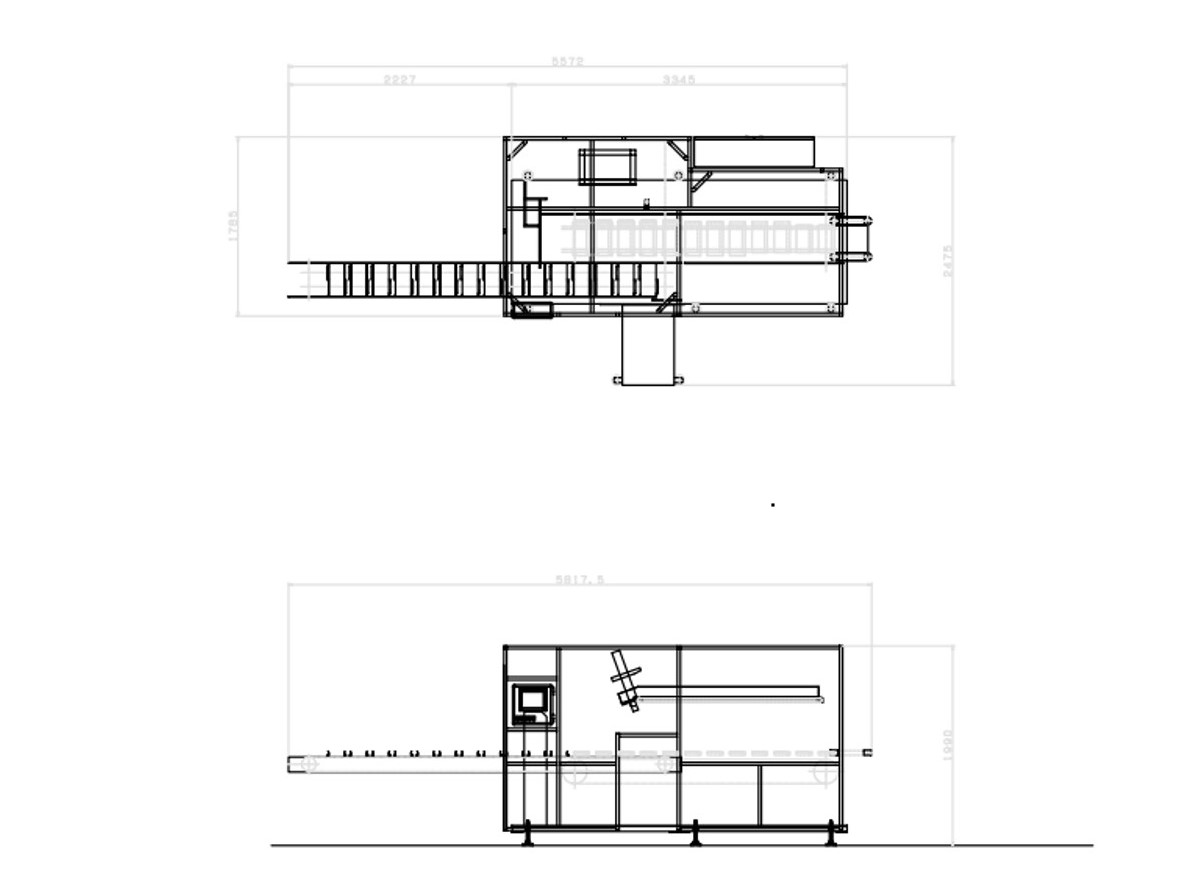
全体ライン工程

- 取出し・集積
- 包装
- 重量・金属検査
- 小箱集積
- 集積箱搬送
※青枠は当社導入範囲
お客様の課題
医療用テープを製造されているお客様より、医療用テープ包装・箱詰めラインの自動化に関するご相談を頂戴しました。他社メーカー様にて製造された既設機の稼働が安定せず、搬送不良・包装不良が発生しており、また段取り替えについても時間がかかる点に課題があり、装置提案の依頼を当社に頂きました。具体的な課題については以下のものがありました。
1)最大包装能力が20箱/分(1箱20枚入り)となり、400枚/分の能力で医療用テープを集積・包装する必要があるが、400枚の取り出し・集積を最大限不良を発生させずに行うことで、不良発生率を低減する
2)既設機では段取り替えに時間がかかっており、段取り替え時間を短縮することで生産性を向上させる。ただし、既設機のオペレーションに慣れている作業員の為に、引き継げる仕様は既設機から引き継いだうえで、時間短縮を目指す。
複数のメーカー様にご相談をされていましたが、特殊ケーサー・カートナーや高難度な箱詰め・包装ラインの導入実績を多く持ち、お客様のご要望に合致する提案を行った当社をご選定頂きました。
↓当事例を動画で確認いただけます↓
提案・導入内容
当箱詰め・包装ラインは ①取出し・集積→②包装→③重量・金属検査→④小箱集積→⑤集積箱搬送 の構成となっています。
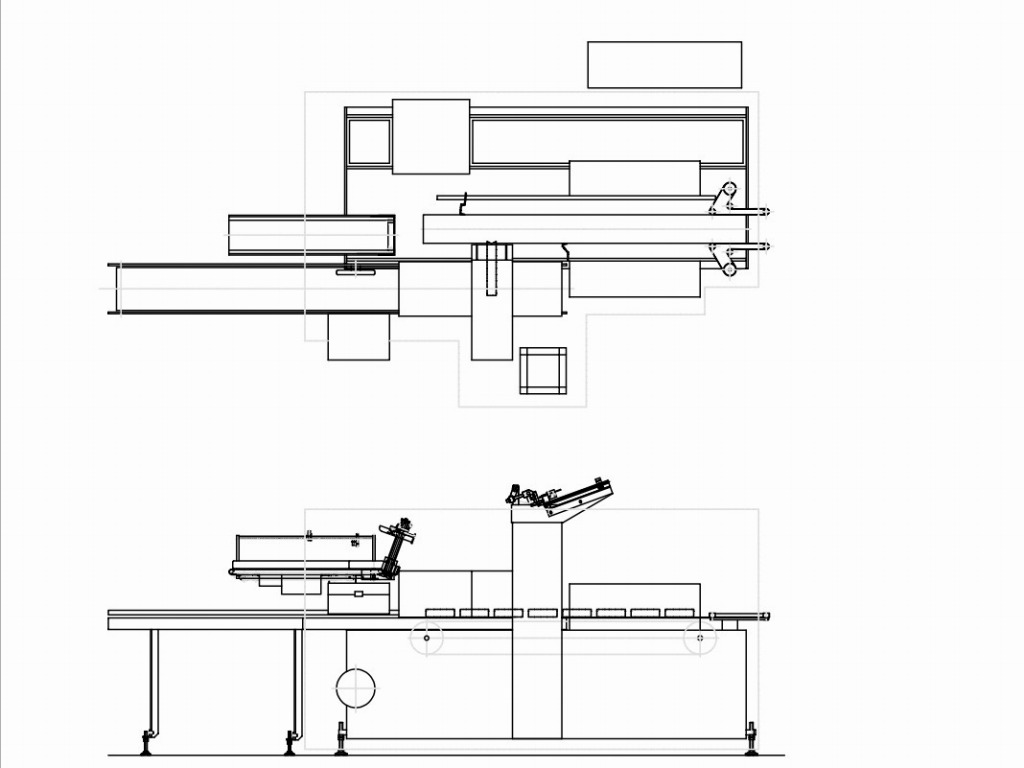
1)の課題についてですが、400枚/分の能力で、マガジンから医療用テープを取出し集積する点に大きな課題がありましたが、マガジンから高速で医療用テープを取り出し光電管センサーでカウントする仕様としました。静電気による影響にも注意して2枚取りを回避し、集積不良がないように仕様を最適化しています。 また、既設機では、取出し・集積、そして搬送部分だけではなく、小箱包装工程で不良が発生していました。不良発生の原因は、医療用テープが軽くカールすることにより集積された束が膨らみ、箱に挿入できない点にありました。そのため、挿入時に医療用テープの束を上から抑え込み箱挿入する仕様とし、不良発生をほぼゼロとすることで歩留まりを向上しました。
2)の課題についてですが、「段取り替え時間を短縮する」「既存のオペレーションを引き継ぐ」という2点を実現する必要がありました。お客様に複数の段取り替え仕様を提案し、すり合わせを行いました。 最終的に、マガジン設置までの仕様を既設機から引き継ぎ、後工程の仕様変更(両側ガイドの調整から片側ガイド調整への変更等)により段取り替え時間を大幅に短縮しました。
導入効果
当事例のお客様は、既設機が老朽化したわけではなく稼働ができる状態で、新規装置導入という投資を行う決断をされました。その中で、生産性の向上と歩留まり向上を実現でき、大変満足頂いた事例となります。
ケーサー・カートナー 課題解決.comを運営する日本自働精機は、当事例のように、取出し・集積部分の高難度な課題解決を可能とする装置導入など、箱詰め・包装ラインの自動化に対応します。困難な課題をお持ちの皆様、お気軽に当社にご相談ください。
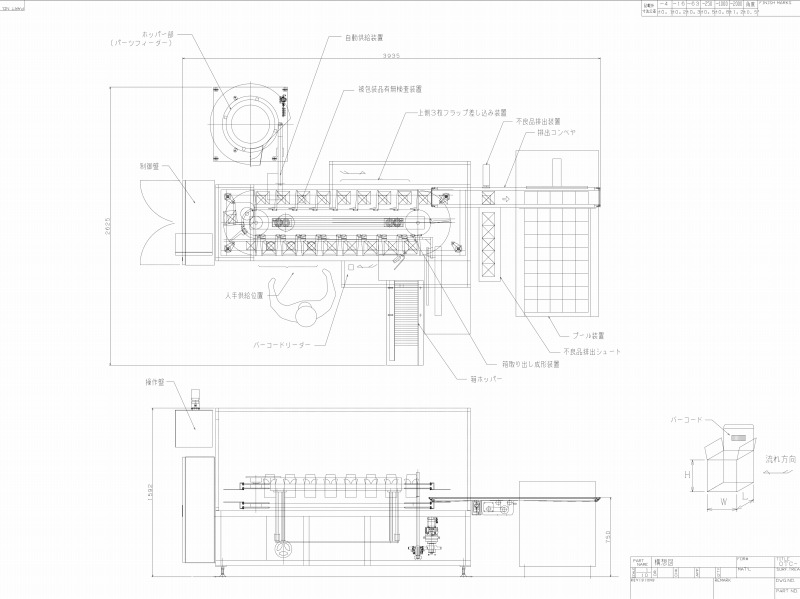
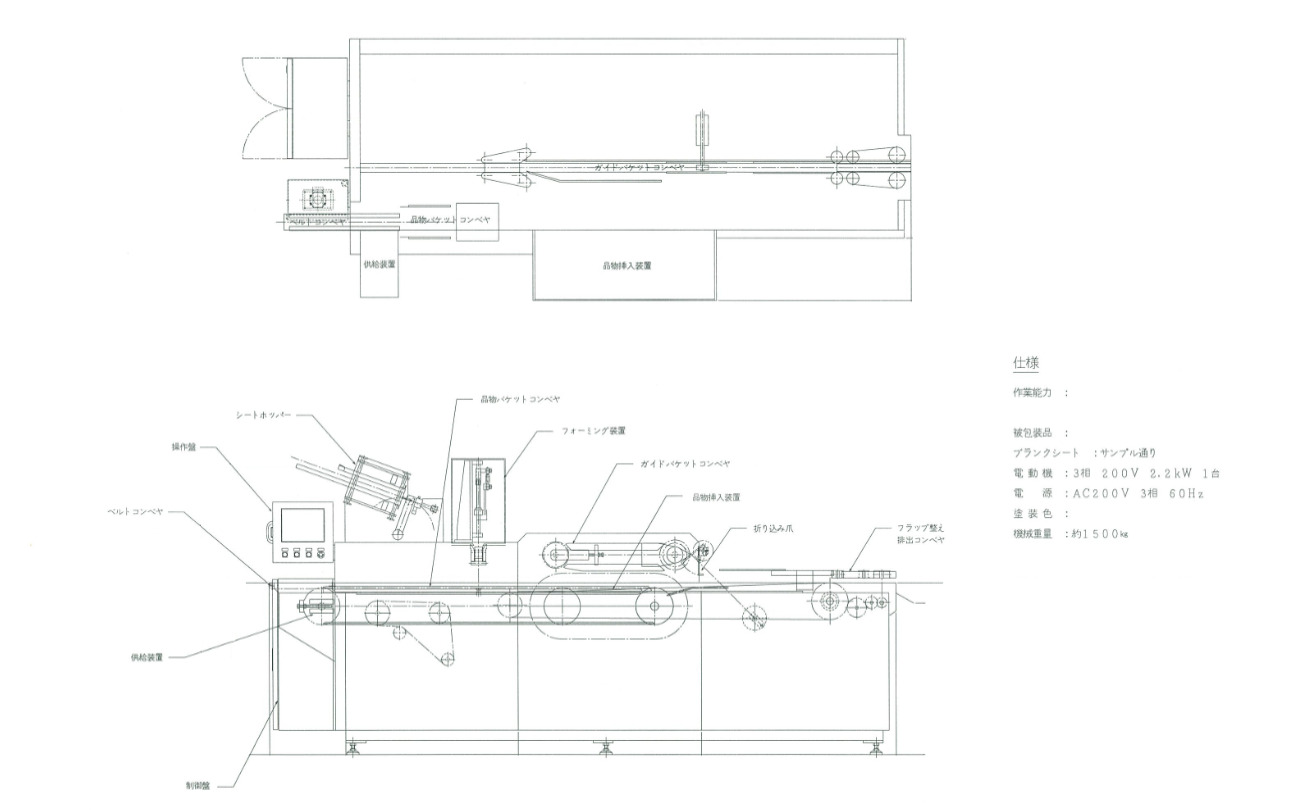
当事例のピックアップ機器
間欠式横型カートナー/CTC-1500