課題解決・導入事例
医療用検査用品 箱詰め・包装ライン
- 対象ワーク
- 医療用検査用品(四方シール)
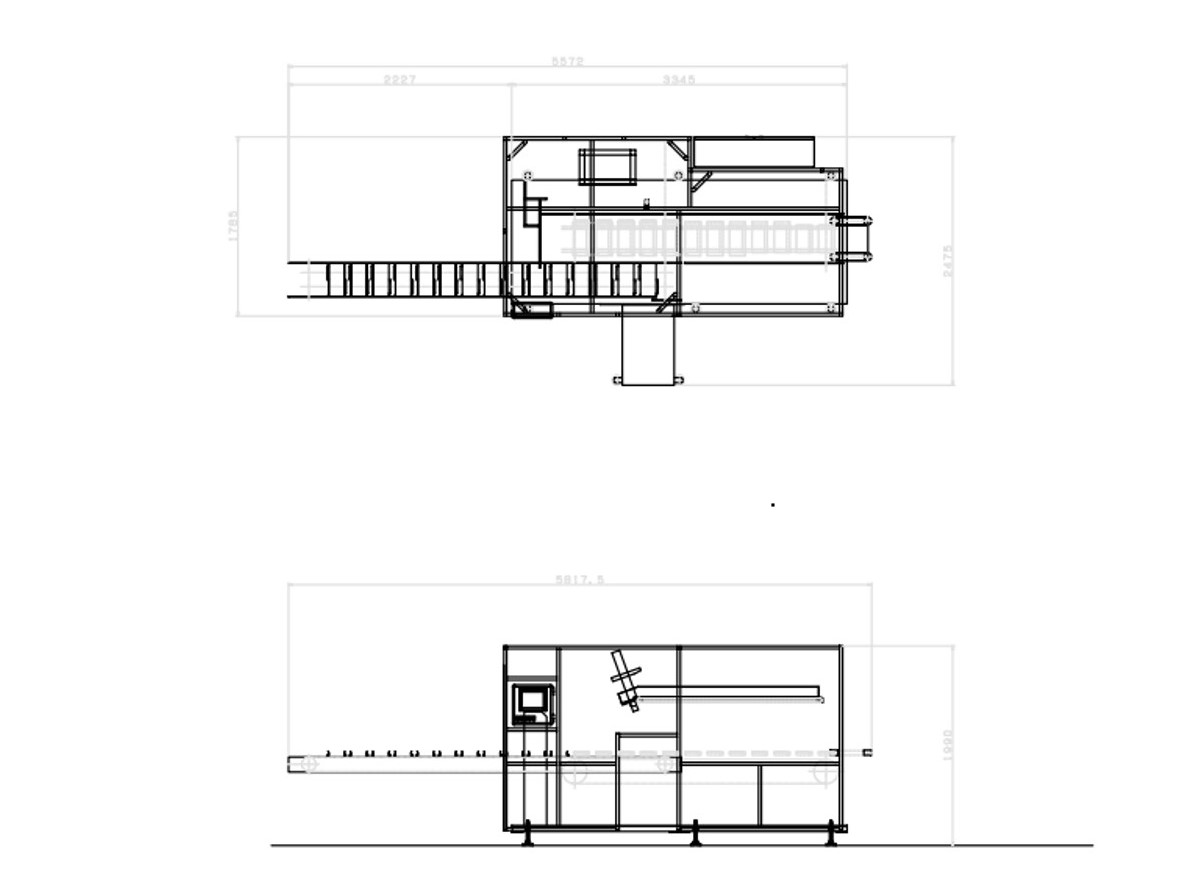
- 対象ワークサイズ
- L117.5×W60×t0.8
- 箱サイズ
- L121×W64×H11/H15
- 箱種類
- 小箱(3枚フラップ差し込み・糊付け)(4枚フラップ糊付け)
- 生産能力
- 常用15箱/分
- 納入業界
- 医薬・医療
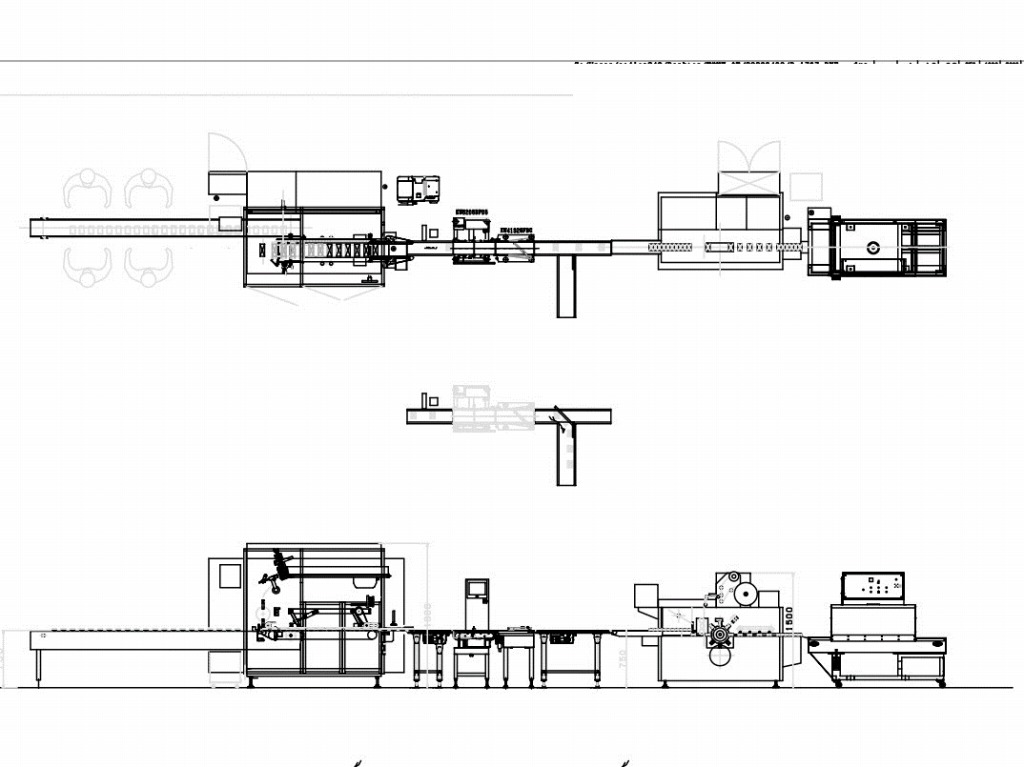
全体ライン工程

- 投入・整列
- 包材印字
- 包装品集積
- バンド掛け
- 小箱包装
- 箱印字
- 箱集積
- シュリンク包装
※青枠は当社導入範囲
お客様の課題
医療用検査用品(四方シール)を製造するお客様より、箱詰め・包装ラインのご相談を頂きました。医療用検査用品の出荷量が増え、これまで手作業にて箱詰め・包装を行っていましたが、新規で自動化ラインを導入することになりました。
箱詰め・包装ラインの自動化に当たり、お客様は以下の課題をお持ちでした。
1)医療用検査用品を包装する小箱について、高さが11mmと薄く製品と添付文書の挿入が困難であるが、不良なく歩留まりを高めることができる箱詰め・包装ラインを導入することで、生産性を向上させる
2)医療用検査用品は集積する必要があり、5枚・6枚・10枚と3種類の集積仕様に分かれる。それに伴い箱サイズも変わってくるが、兼用仕様にすることで導入コストを抑える
3)医療品であるため不良品出荷は万が一にも許されず、各工程に検査装置を設け、不良が発生した際に確実に排出できるようなラインを構築することで、ブランド価値を担保する
これらのご要望を複数のケーサーメーカー、カートナーメーカーにご相談されていましたが、3つの課題を確実に解決できるように提案をした当社を選定頂きました。
↓当事例を動画で確認できます↓
提案・導入内容
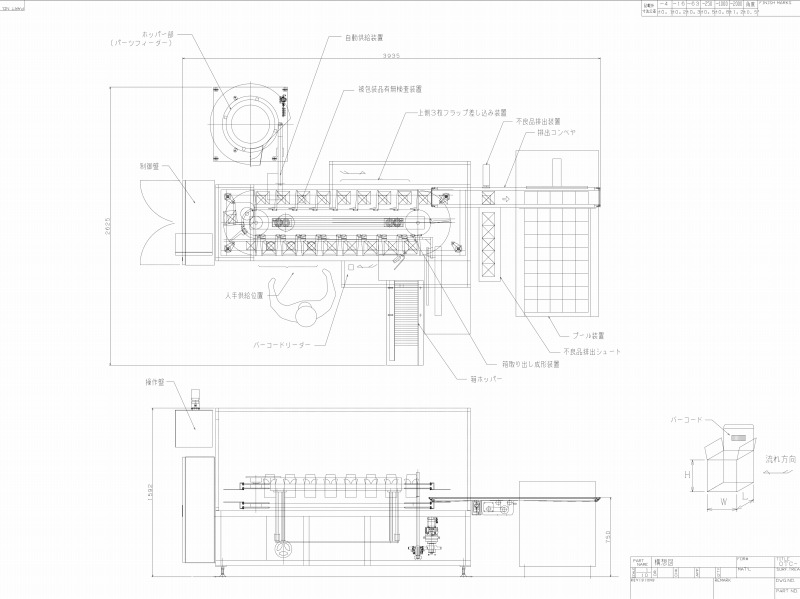
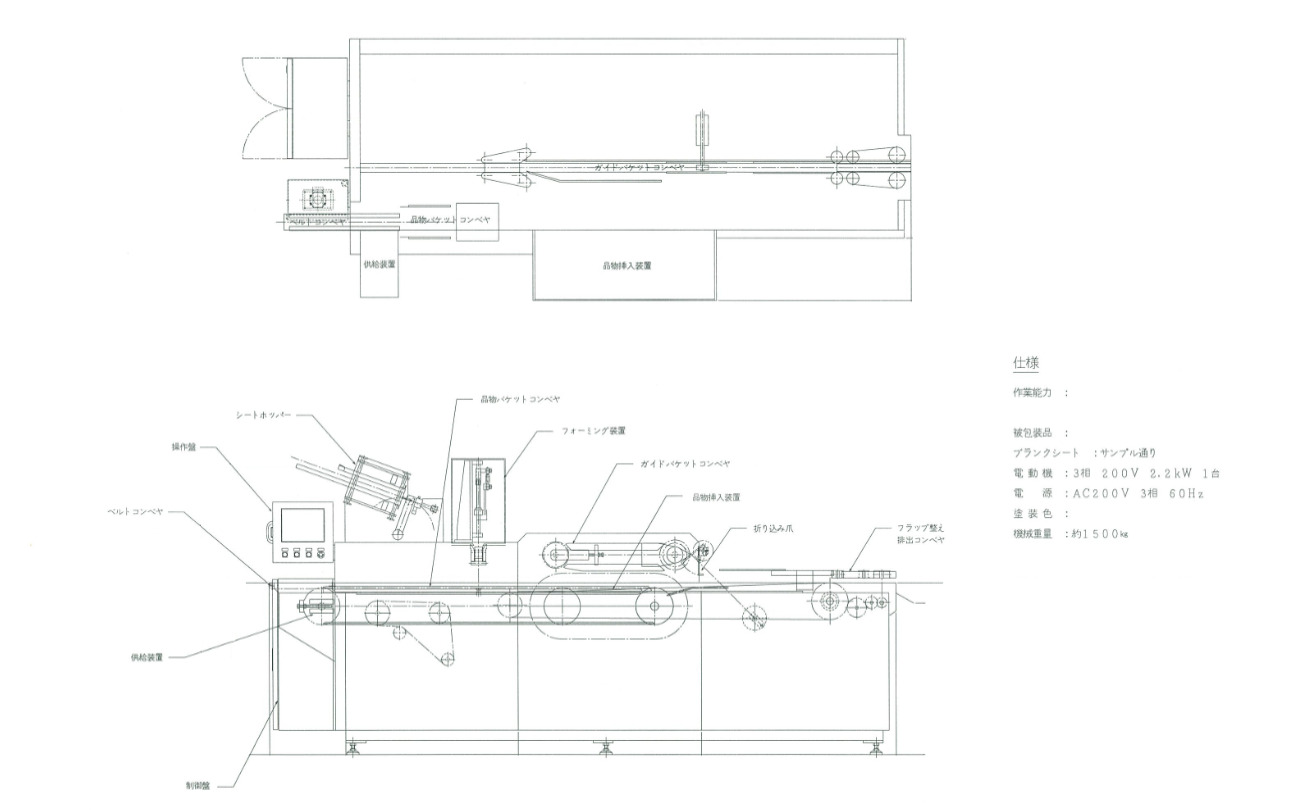
当箱詰め・包装ラインは、 ①投入・整列→②包材印字→③包装品集積→④バンド掛け→⑤小箱包装→⑥箱印字→⑦箱集積→⑧シュリンク包装 の構成となっています。
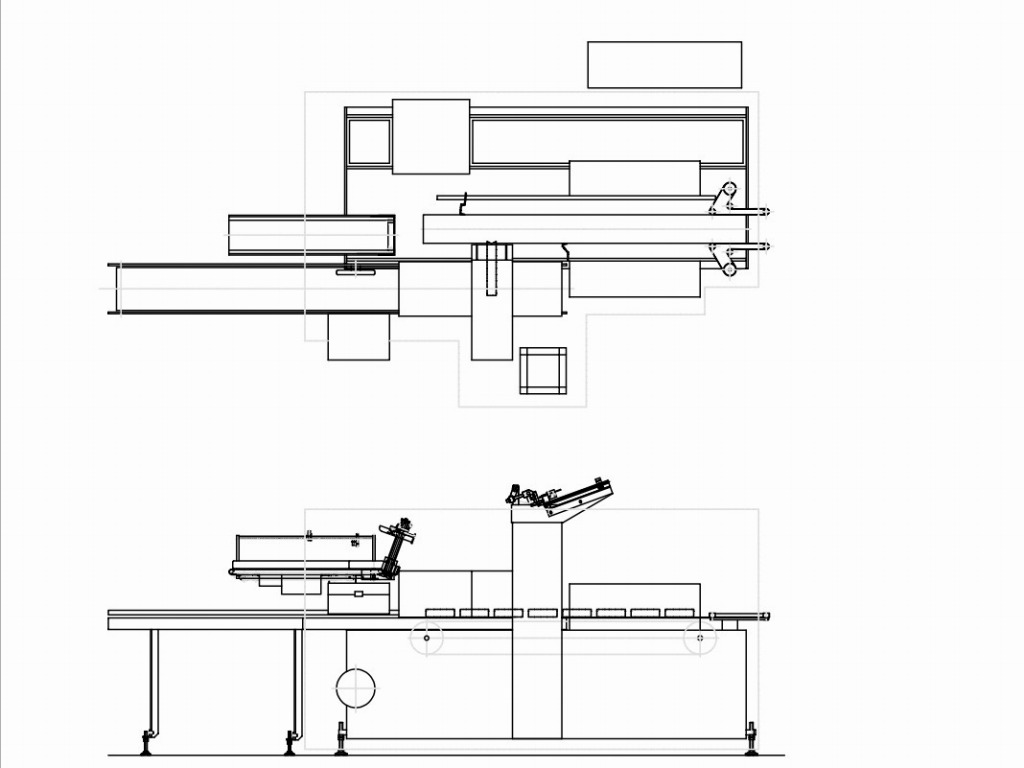
1)の課題について、他社にてテストを行った際に箱の薄さが影響し、製品がうまく挿入ができずに辞退となったこともあり、最もお客様が懸念されていた点でしたが、箱挿入の仕様とバンド掛けや集積・搬送の仕様を最適化することで、安定した箱詰めを実現しています。
2)の課題については、箱の兼用が可能な装置仕様にて納入させて頂きました。兼用仕様については大きな問題はありませんでしたが、ワーク形状に伴い集積と搬送の難易度が高く、さらに前述の通り箱高さが低いため、集積→バンド掛けの最適化と微調整が必要でした。納入後の微調整も含めて徹底的に行い、不良発生を最大限低減させる包装・箱詰めが可能になりました。
3)の課題については、包材印字後や箱印字後の画像検査はもちろん、結束後のヒートシール検査、カートナー部のホットメルト検査、添付文書のカメラ検査・重量検査、バーコードによる箱異種検査など、各工程に検査機を設けて対応しています。検査内容に関してはお客様ご要望もございましたが「不良品出荷を防ぐための最大限の提案をしてほしい」とご要望を頂戴しており、検査項目・検査方法についても当社から提案させて頂きました。
導入効果
新規箱詰め・包装ラインの導入案件でしたが、お客様がお持ちの課題をすべて解決し、生産性向上を実現しました。また、他社が辞退した案件に対応したこと、さらに希望予算にこたえる提案を行った点も大きく評価頂き、大変満足頂いた事例となります。
ケーサー・カートナー 課題解決.comを運営する日本自働精機は、当事例のように、医薬・医療品向けの箱詰め・包装ラインの導入事例を数多く持ちます。特注自動機や特注カートナーの設計開発に強みをもち、包装から箱詰めまで一貫して対応させて頂きます。困難な課題をお持ちの皆様、お気軽に当社にご相談ください。